

Tank storage is a key part of many processes. Storing water will ensure that you have enough water to fight a fire in your facility, storing animal fats will ensure that you have feedstock to make biodiesel or other finished products that require this as a feedstock.
Keeping these tanks warm or above freezing temperatures is often just as important as the product stored in them. Having a tank that is properly designed to accommodate a heat source then is critical as well. Several key design criteria should be followed when considering an electric heat source for a storage tank- such as tank design temperature, pressure, level control, heater elevation or location and sensor placement.
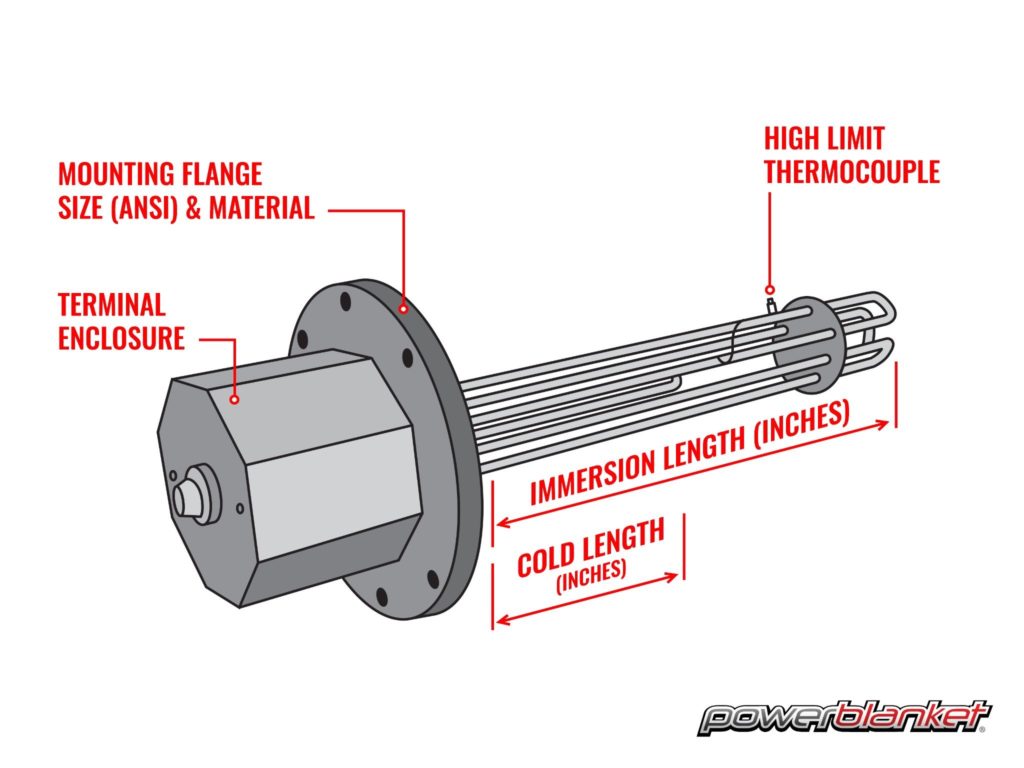
Mechanical design of storage tanks will require a specific temperature and pressure requirement. When designing a heater for that storage tank, it is vital to make sure that this heater can handle those pressures and create those temperatures. Heaters such as flanged immersion heaters or pipe insert heaters are the most common method of electric heat for storage tanks. These units use ANSI flanges that are rated for pressure and temperature by their flange temperature and pressure rating. Making sure that these heaters are properly rated to match your tank pressure and temperature is imperative.
Level control is one of the most commonly mis designed components of a tank heating system when it comes to overall good solid design. Float switches, ultrasonic and microwave and even pressure sensors are effectively used in measuring not only total tank level, but multiple levels in that same tank. Design and construction of storage tanks require that the facility knows how much product is in the given tank. Level measurements are often based on just measuring tank volume alone… how much “Stuff” do we have to make more stuff? When an electric heater is used to warm or heat that product, it becomes critical to know at what elevation or height in the tank that the heater is installed.
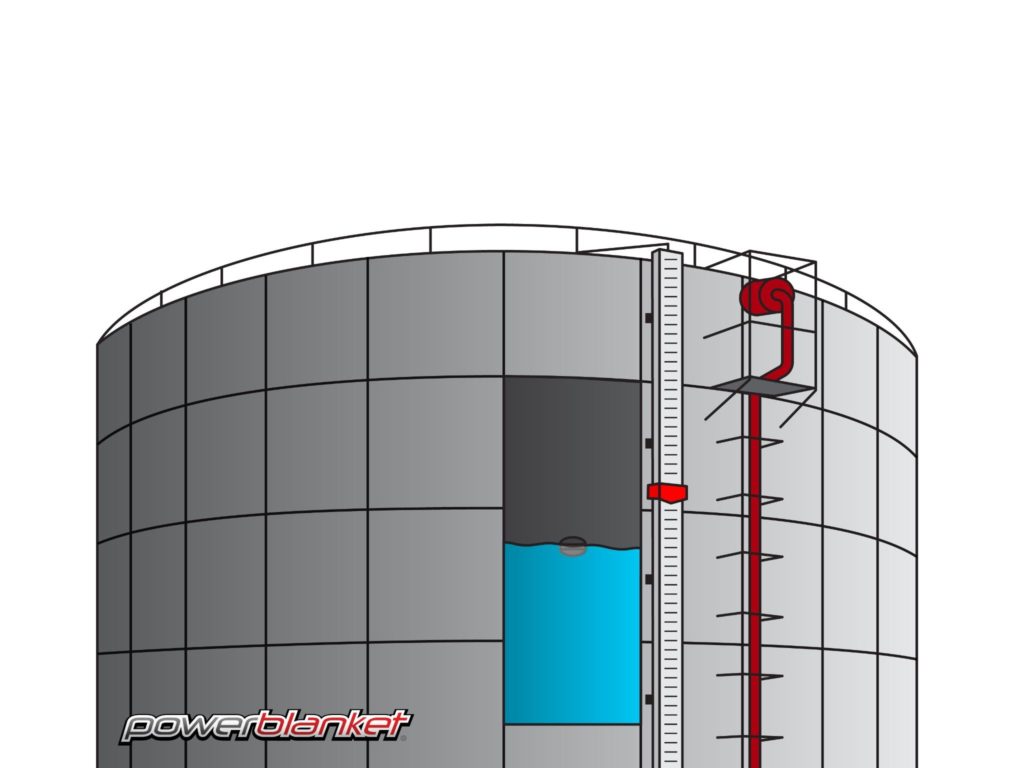
If the product level goes below the heater, that unit is then in air instead of the product or content of the tank. This will cause the heater to add heat at a rate other than what it was designed for. Level controls should have override or shut off levels at the elevation or level of the heater so that the heater does not overheat. Similar designs are done for pumps so that they do not go dry. You will want to interlock that level control for the heater to a heater shutdown loop.
Where in the tank the heater is installed is another important consideration. We all know that heat rises, so ideally we would like the heat to be applied at the very bottom of the tank.
![]()
Consideration should be given to a few specific things when determining how low you can go.
Primary considerations include: mounting flange diameter and location, tank by product or sludge, and removal space
- Mounting location- a flange or FNPT (Female National Pipe thread) connections are most commonly used. Allowing for room to bolt on the studs and attach the heater is critical. Also allowing spacing on that same mounting flange for the thickness of the tank insulation- and still leaving enough space to get in there and bolt on the heater are a couple of good things to remember. Get it as low as you can go, but leave room to work on it. Finally- when you pull out the heater, after the whole tank is installed and commissioned, will you bump into another tank or maybe a retaining wall? If you are low in the tank, that may change the type of heater you use or where it is located.
- Does the product you put into the tank have waste solids that settle out into a sludge at the bottom of the tank? If so, make sure that the heater is not so low that it is sitting in that sludge. Being surrounded by sludge or settled tank product will reduce the heat transfer effectiveness of the heater and cause premature failure.
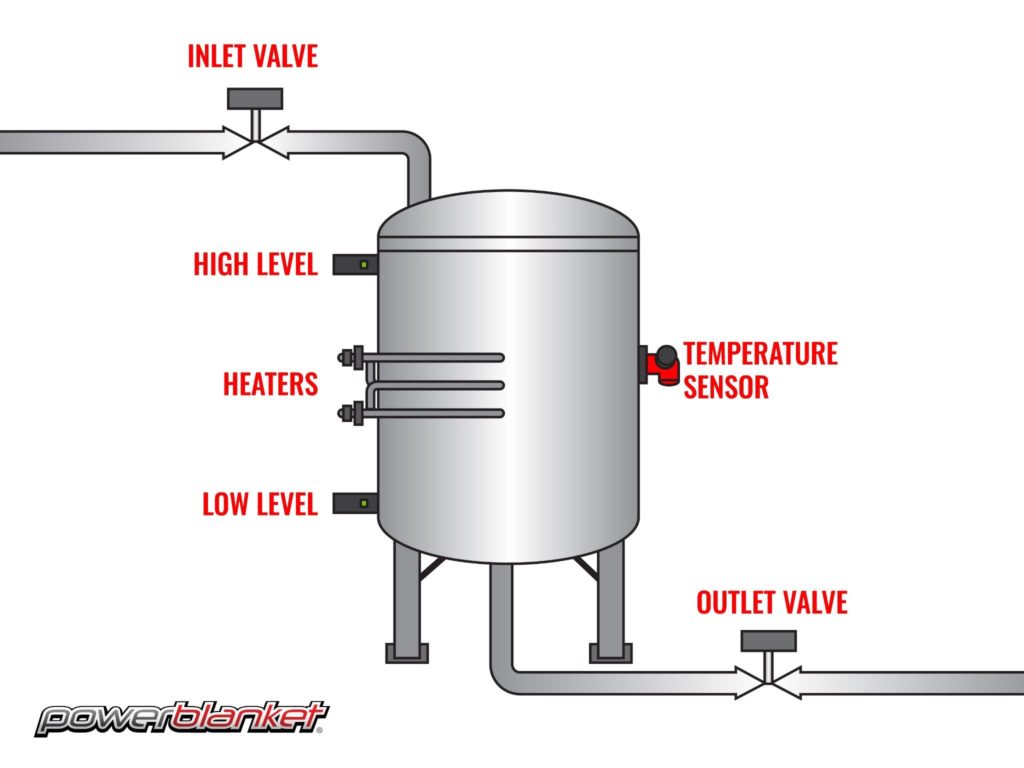
Another key design consideration is where to sense the tank temperature. Much like level control, designers often will require a temperature indicator or TI. When tank product temperature is critical, they want to always know they are ok on that front. But where that sensor is placed is vital.
Placing a TI up high in that designed tank will render it useless as soon as you pull product from the tank. Putting it too low may allow it to be buried in sludge or gunk and years go on. When an electric heater of any kind is used, we now know that when tank level passes below the primary heat source, the heater can overheat and possibly damage tank product. Ideally a tank temperature sensor should be also placed at the level of the heat source. If, for example, you had a heater installed at 2 ft above the bottom of a tank, your ti should also be placed at that same elevation, 180 degrees from the heater ( on the opposite side of the tank) This will allow the heater to create the heat that it needs without being shut down too quickly.
Another key temperature sensing application is the heater surface or sheath high limit shutdown sensor. If you have concerns about tank content damage in a runaway condition, and you have installed proper level control, it’s wise to have a backup safety limit in the form of a high temp limit shutdown, “Temperature Switch High” or TSH as indicated on a P&ID. This sensor is often placed right on the heater sheath.(fig 4) Common types of TSH’s are Type K thermocouples since they can endure up to 2200 F. This sensor is attached to an FM approved safety limit controller whose duty it is to only watch for high temp runaway conditions. This high limit TSH function not only protects the product in the tank, but also protects the mechanical design integrity of your tank since it is limited to a specific temperature.
Other design Considerations:
Heater sheath temperature is another important consideration when designing- if your tank process temperature will cause the heater sheath to be hotter than your product can handle, coking or product damage can occur. Let’s say for example that you have a tank that needs to be maintained at 100F. The product in the tank will become damaged at 110F. Your design requirements state that you want to heat the product from 50 to 100F. Tank pressure is 50 psi and tank design temperature is 200F. When the heater is installed and correctly controlled, that heater will need to be well above 110 F in order to heat that product up to 100F. Sometimes 100 to 150F above the process temperature. Your product will get to temperature, but it will be damaged in the process.
Frequently Asked Questions
Can I leave my RV tank heater on all the time?
Leaving your RV tank heater on continuously is not recommended due to high energy consumption and potential wear on the system, especially if relying on battery power or a generator.
What heater do I need for my tank?
The heater you need depends on your tank's size and temperature requirements; ensure it matches your tank's specific wattage needs and is compatible with your tank type, whether it's for an aquarium, pond, or stock tank.
Which one is better, a tankless or a tank water heater?
The choice between a tankless and a tank water heater depends on your specific needs, with tankless models generally offering more reliability and requiring less maintenance.
How much does it cost to run a tank heater?
The cost to run a tank heater varies based on the heater type and energy source, but it's essential to consider energy efficiency and operational costs when selecting a heater for your tank.
Powerblanket's custom tank heaters provide freeze protection, making your business more sustainable and efficient.

